




Wie handhabt ein horizontaler automatischer Rundflaschen-Etikettierer empfindliche Flaschen?
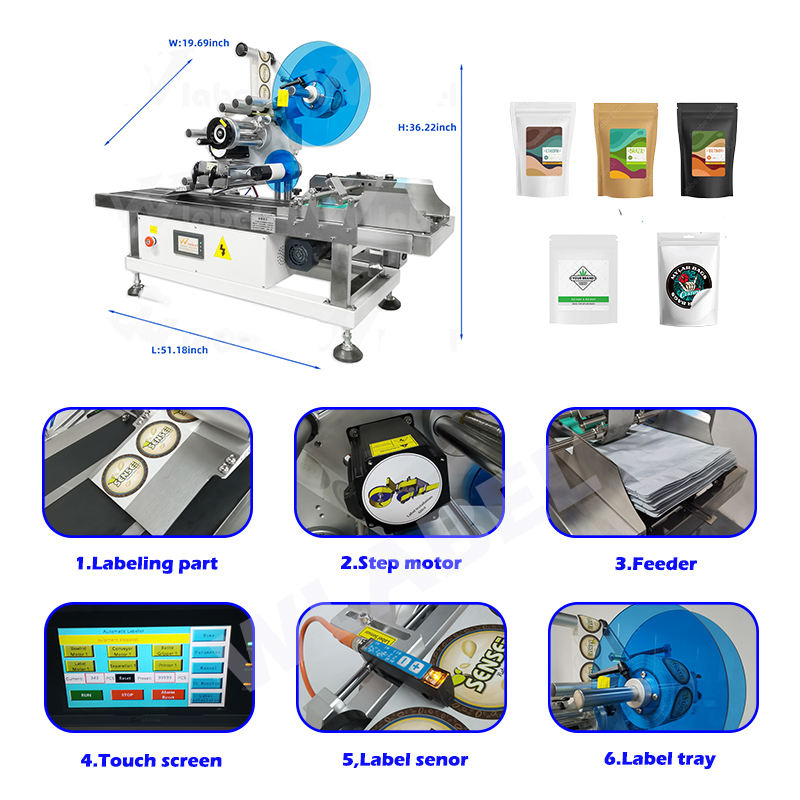
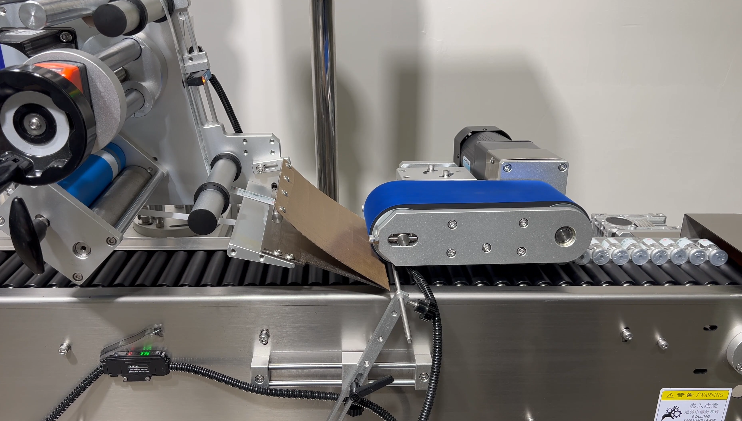
Verständnis des horizontalen automatischen Rundflaschen-Etikettierers und Herausforderungen bei empfindlichen Flaschen: Was zeichnet einen horizontalen automatischen Rundflaschen-Etikettierer aus? Horizontale automatische Rundflaschen-Etikettierer verwenden Präzisionsrollen, servogesteuerte Förderbänder und fotoele...
Mehr anzeigen







