
Κρυμμένες Απώλειες Παραχώρησης Προϊόντος στην Παραγωγή
Η παραχώρηση προϊόντος είναι ένα από εκείνα τα κόστη που κατά κάποιο τρόπο δεν εμφανίζονται ποτέ ως ξεχωριστό στοιχείο στον μηνιαίο λογαριασμό αποτελεσμάτων. Κρύβεται στη διαφορά πρώτων υλών, καταχωρείται ως «απώλεια διαδικασίας» ή απλώς αποδέχεται ως το κόστος της επιχειρηματικής δραστηριότητας. Ωστόσο, για κάθε εγκατάσταση που γεμίζει εξειδικευμένα υγρά — καλλυντικά, φαρμακευτικά προϊόντα, ειδικά χημικά — η παραχώρηση δεν είναι ασήμαντος αριθμός. Είναι συχνά η μεγαλύτερη μεμονωμένη πηγή αποφεύξιμων εξόδων σε ολόκληρη τη γραμμή.
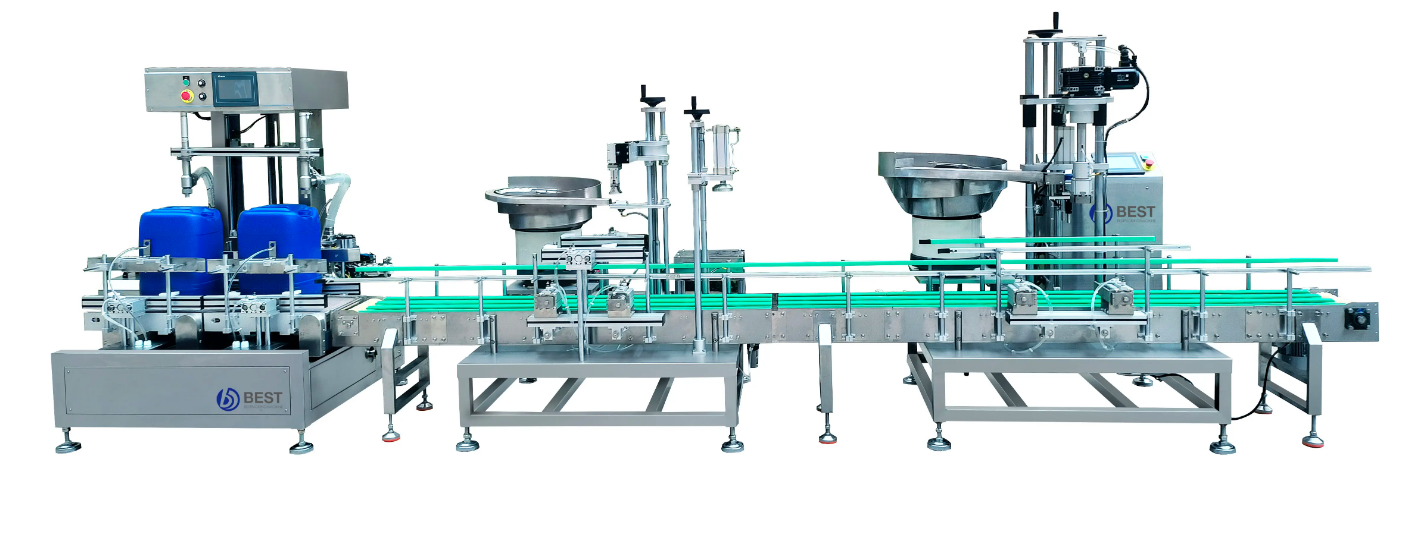
Μια γραμμή γεμίσματος και κλεισίματος με δύο κεφαλές, που λειτουργεί βάσει της βαρυτικής μέτρησης, αντιμετωπίζει αυτό το πρόβλημα στη ρίζα του. Αντί να διαχειρίζεται την περίσσεια ποσότητας (giveaway) μέσω στατιστικού ελέγχου διαδικασίας και να ελπίζει ότι η μέση τιμή θα παραμείνει εντός των ανεκτών ορίων, εξαλείφει τη μεταβλητότητα που καθιστά αναγκαία την περίσσεια ποσότητας από την αρχή. Η αρχή είναι απλή: μετρά την πραγματική ποσότητα που εισέρχεται σε κάθε δοχείο και διακόπτει το γέμισμα όταν επιτευχθεί ο στόχος. Ούτε περισσότερο, ούτε λιγότερο.
Γιατί η βαρυτική μέθοδος γεμίσματος υπερτερεί της όγκου μετρητικής μεθόδου για τη μείωση της περίσσειας ποσότητας (giveaway)
Οι όγκου μετρητικοί γεμιστές—είτε πιστονικοί, είτε με εναλλασσόμενη αντλία οδοντωτού τροχού, είτε με χρονοδιακόπτη και πίεση—έχουν όλοι το ίδιο θεμελιώδες μειονέκτημα. Μετρούν την ποσότητα που εισέρχεται στη μηχανή, όχι αυτή που εξέρχεται από αυτήν. Ένας εμβολοφόρος μηχανισμός εκτοπίζει έναν καθορισμένο όγκο προϊόντος, αλλά αυτός ο όγκος μεταβάλλεται με τη θερμοκρασία, την ιξώδες και τη φθορά. Μια αντλία οδοντωτού τροχού περιστρέφεται για έναν καθορισμένο αριθμό φορών, αλλά η διαφυγή (slip) μεταβάλλεται καθώς αυξάνονται τα κενά. Ένας χρονοδιακόπτης ανοίγει μια βαλβίδα για καθορισμένο χρονικό διάστημα, αλλά ο ρυθμός ροής μεταβάλλεται με την πίεση και τις ιδιότητες του υγρού.
Η γραβιμετρική γέμιση παρακάμπτει όλα αυτά τα προβλήματα, επειδή μετράει απευθείας τη μάζα. Κάθε κεφαλή διαθέτει ένα κελί φόρτισης που ζυγίζει το δοχείο και το περιεχόμενό του καθόλη τη διάρκεια του κύκλου γέμισης. η βαλβίδα γέμισης λειτουργεί σε δύο στάδια — γρήγορη γέμιση για τον όγκο και αργή για την ακριβή ρύθμιση — και κλείνει μόνο όταν επιτευχθεί ακριβώς το επιθυμητό βάρος.
Το αποτέλεσμα είναι μια κατανομή γέμισης πολύ πιο στενή από οποιαδήποτε κατανομή που μπορεί να παράγει ένα όγκομετρικό σύστημα. Μια στενότερη κατανομή σημαίνει ότι το επιθυμητό βάρος μπορεί να οριστεί πιο κοντά στο δηλωθέν καθαρό βάρος, χωρίς κίνδυνο υπογέμισης. Αυτή η διαφορά — η απόσταση μεταξύ του σημείου όπου πρέπει να οριστεί ένα όγκομετρικό σύστημα και του σημείου όπου μπορεί να οριστεί ένα γραβιμετρικό σύστημα — αντιπροσωπεύει μείωση της «δωρεάν» ποσότητας.
Οι όγκομετρικοί γεμιστές παρέχουν συνήθως ακρίβεια γέμισης ±1% έως ±2%, με μεταβλητή «δωρεάν» ποσότητα 1–3% ανά δοχείο, σταδιακή μείωση της ακρίβειας κατά τη διάρκεια των βάρδιας παραγωγής, χωρίς λειτουργία διόρθωσης σε πραγματικό χρόνο και απαιτούν υψηλά περιθώρια ρύθμισης για να αποφευχθούν προβλήματα υπογέμισης. Αντίθετα, οι βαρυμετρικοί γεμιστές με δύο κεφαλές επιτυγχάνουν σταθερή ακρίβεια ±0,3%, με τη «δωρεάν» ποσότητα να ελέγχεται σε επίπεδο κάτω του 0,3%, μηδενική λειτουργική παρέκκλιση, ανεξάρτητη διόρθωση σε πραγματικό χρόνο για κάθε δοχείο και εξαιρετικά χαμηλά περιθώρια ρύθμισης, μεγιστοποιώντας έτσι την αποτελεσματική απόδοση του προϊόντος.
Οι πραγματικοί μαθηματικοί υπολογισμοί για τη μείωση της «δωρεάν» ποσότητας
Εδώ είναι όπου οι αριθμοί γίνονται συγκεκριμένοι. Ένας μεσαίου μεγέθους εργοστάσιο συσκευασίας κατά σύμβαση, που γεμίζει δοχεία των 5 λίτρων με βιομηχανικό απορρυπαντικό για τα χέρια με ρυθμό 120 μονάδες την ώρα, χρησιμοποιούσε γεμιστήρα όγκου με πιστόνι, με αποτελεσματική ακρίβεια περίπου ±1,2%. Για να διατηρηθεί η συμμόρφωση με τους κανονισμούς για το καθαρό βάρος, η τιμή ρύθμισης ήταν 50 γραμμάρια πάνω από το δηλωθέν βάρος. Αυτό σήμαινε 50 γραμμάρια προϊόντος σε κάθε μεμονωμένο δοχείο — προϊόν που κόστιζε χρήματα για την παρασκευή, την ανάμειξη και τη συσκευασία του, και το οποίο δεν πληρώθηκε ποτέ.
Με ρυθμό 120 μονάδες την ώρα, 8 ώρες την ημέρα και 5 ημέρες την εβδομάδα, αυτό αντιστοιχούσε σε 48 κιλό περίσσευμα την ημέρα. Σε μια ετήσια λειτουργία 50 εβδομάδων, αντιστοιχούσε περίπου σε 12 τόνους προϊόντος — χαμένα. Με κόστος υλικού 3,50 $ το κιλό, το ποσό αυτό αντιστοιχούσε σε πάνω από 42.000 $ ετησίως από απλή σπατάλη. Δεν ήταν καταστροφικός αριθμός για μεγάλη επιχείρηση, αλλά για μια επιχείρηση μεσαίου μεγέθους, αυτό αντιπροσώπευε πραγματικό περιθώριο κέρδους.
Η μετάβαση σε μια γραμμή γεμίσματος και κλεισίματος με δύο κεφαλές, βασισμένη στην τροφοδοσία κατά βάρος με ακρίβεια ±0,3%, μείωσε το απαιτούμενο περιθώριο ρύθμισης σε μόλις 12 γραμμάρια. Το «περίσσευμα» ανά κουτί μειώθηκε από 50 γραμμάρια σε 12 γραμμάρια — δηλαδή κατά 76%. Οι ετήσιες εξοικονομήσεις υλικού ξεπέρασαν τα 32.000 δολάρια ΗΠΑ, ενώ η περίοδος απόσβεσης του εξοπλισμού ήταν λιγότερο από 18 μήνες. Αυτό δεν συμπεριλαμβάνει ακόμη τη μείωση του εργατικού κόστους για επανεργασία, των λιγότερων παραπόνων των πελατών και της δυνατότητας λειτουργίας της γραμμής με μεγαλύτερη ταχύτητα, καθώς ο σταθμός γεμίσματος δεν αποτελούσε πλέον το στενό σημείο.
Πώς η ολοκλήρωση του κλεισίματος ενισχύει το όφελος
Το στοιχείο «και κλείσιμο» σε μια γραμμή γεμίσματος και κλεισίματος με δύο κεφαλές, βασισμένη στην τροφοδοσία κατά βάρος, δεν είναι δευτερεύουσας σημασίας. Η άμεση ολοκλήρωση του κλεισίματος αμέσως μετά το γέμισμα δημιουργεί ένα κλειστό σύστημα που διατηρεί τα κέρδη ακρίβειας μέχρι το τελικά σφραγισμένο δοχείο.
Σκεφτείτε τι συμβαίνει με ένα αυτόνομο γεμιστικό. Τα γεμάτα δοχεία μετακινούνται σε μια ξεχωριστή σταθμό σφράγισης, συνήθως σε διαφορετικό τμήμα της ταινίας μεταφοράς. Κατά τη διάρκεια αυτής της μεταφοράς, τα δοχεία μπορούν να αναποδογυρίσουν, να χυθούν ή να ταρακουνηθούν. Το προϊόν μπορεί να «ξεχυθεί» πριν τοποθετηθεί η σφραγίδα. Κάθε απώλεια μετά τη γέμιση αποτελεί καθαρή σπατάλη και δεν καταγράφεται στα μετρήματα ακρίβειας του γεμιστικού.
Μια ενσωματωμένη γραμμή εξαλείφει αυτήν την απώλεια μεταφοράς. Τα δοχεία μετακινούνται απευθείας από τη φάση γέμισης στην εισαγωγή του εσωτερικού βύσματος και στην εξωτερική σφράγιση, εντός της ίδιας ταινίας μεταφοράς. Η ροπή σφράγισης είναι ρυθμιζόμενη και το σύστημα διαχειρίζεται τόσο τα βύσματα όσο και τις σφραγίδες σε μία συνεχή ροή. Ό,τι μετρήθηκε στο γεμιστικό κεφάλι παραμένει στο δοχείο. Δεν υπάρχει καμία ευκαιρία για απώλεια μετά τη γέμιση.
Για προϊόντα που είναι ιδιαίτερα ευαίσθητα στο «ξεχύσιμο» — υγρά χαμηλής ιξώδους, φυσσαλίδωσες συνθέσεις ή οτιδήποτε με χαμηλή επιφανειακή τάση — αυτή η ενσωμάτωση δεν είναι απλώς βολική· αποτελεί σημαντική πηγή επιπλέον μείωσης της περίσσειας («giveaway»), την οποία αυτόνομα συστήματα απλώς δεν μπορούν να επιτύχουν.
Το κρυφό κόστος της υπεργέμισης που κανείς δεν συζητά
Η απώλεια υλικού συνήθως συζητάται όσον αφορά το κόστος των πρώτων υλών, αλλά αυτό είναι μόνο ένα μέρος της ιστορίας. Οι υπεργεμισμένες συσκευασίες δημιουργούν προβλήματα στα επόμενα στάδια της διαδικασίας, τα οποία προσθέτουν κόστος με τρόπους που είναι δυσκολότερο να παρακολουθηθούν.
Οι υπεργεμισμένες κανάτες είναι βαρύτερες, γεγονός που αυξάνει το κόστος μεταφοράς. Με τον καιρό, αυτό συσσωρεύεται σε πραγματικά χρήματα—ειδικά για επιχειρήσεις που αποστέλλουν φορτία επί παλετών, όπου τα καθορισμένα ορια βάρους καθορίζουν την κατηγορία μεταφοράς. Οι υπεργεμισμένες συσκευασίες αυξάνουν επίσης τον κίνδυνο διαρροής κατά τη μεταφορά, επειδή υπάρχει λιγότερος ελεύθερος χώρος για τη θερμική διαστολή. Οι διαρροές σημαίνουν επιστροφές, αντικαταστάσεις και υπονόμευση των σχέσεων με τους πελάτες.
Μια γραμμή βαρυμετρικής γέμισης με δύο κεφαλές μειώνει την υπεργέμιση με τόσο συνεπή τρόπο, ώστε αυτά τα δευτερεύοντα κόστη να εξαφανίζονται κατά μεγάλο μέρος. Το βάρος γέμισης ελέγχεται εντός ±0,3%, γεγονός που σημαίνει ότι ο ελεύθερος χώρος είναι προβλέψιμος. Τα δοχεία μπορούν να σφραγιστούν με εμπιστοσύνη ότι δεν θα διαρρεύσουν υπό κανονικές συνθήκες μεταφοράς. Επιπλέον, το βάρος μεταφοράς είναι επαρκώς σταθερό, ώστε το κόστος μεταφοράς να καθίσταται προβλέψιμο αντί για μεταβλητό.
Ένας φαρμακευτικός εταιρικός κατασκευαστής ανέφερε ότι, μετά την εγκατάσταση μιας γραμμής βαρυμετρικής γέμισης και σφράγισης με δύο κεφαλές, ο ρυθμός διεκδικήσεων σχετικών με τη μεταφορά μειώθηκε κατά περίπου 40% εντός έξι μηνών. Ο κύριος παράγων δεν ήταν καλύτερη συσκευασία· απλώς τα δοχεία δεν υπεργεμίζονταν πλέον μέχρι του σημείου διαρροής κατά τις μεταβολές θερμοκρασίας.
Πότε έχει νόημα η χρήση ενός συστήματος με δύο κεφαλές
Η οικονομική απόδοση μιας γραμμής γεμίσματος και κλεισίματος με δύο κεφαλές βαρυτικού τύπου είναι ιδιαίτερα ελκυστική για εγκαταστάσεις που γεμίζουν προϊόντα υψηλής αξίας σε εύρος βάρους 5–50 kg. Αυτό αποτελεί το «γλυκό σημείο», όπου το κόστος της περίσσειας γεμίσματος ανά δοχείο είναι αρκετά υψηλό ώστε να δικαιολογείται η επένδυση σε εξοπλισμό υψηλής ακρίβειας, ενώ οι απαιτήσεις σε ρυθμό παραγωγής μπορούν να καλυφθούν αποτελεσματικά με δύο κεφαλές γεμίσματος.
Για πολύ μικρά δοχεία—κάτω του 1 λίτρου—το κόστος περίσσειας γεμίσματος ανά δοχείο είναι χαμηλότερο, ενώ συστήματα πολλαπλών κεφαλών υψηλής ταχύτητας μπορεί να είναι καταλληλότερα. Για πολύ μεγάλα δοχεία—πάνω από 50 kg—οι μονοκεφαλικοί εξοπλισμοί μεγάλης ισχύος είναι συχνά πιο λογική επιλογή. Ωστόσο, για το ευρύ «μεσαίο» φάσμα βιομηχανικών κάδων, χημικών κυλίνδρων και χύδην δοχείων καλλυντικών, η δικεφαλική διάταξη επιτυγχάνει την ιδανική ισορροπία μεταξύ ακρίβειας, ρυθμού παραγωγής και κεφαλαίου επένδυσης.
Η γραμμή επεξεργάζεται επίσης μια ευρύτατη ποικιλία τύπων προϊόντων — από υγρά χαμηλής ιξώδους μέχρι κρέμες και σάλτσες — καθιστώντας την μια ευέλικτη λύση για εταιρείες συσκευασίας κατά παραγγελία και επιχειρήσεις με πολλές αναφορές προϊόντων (multi-SKU). Η αλλαγή μεταξύ διαφορετικών μεγεθών δοχείων διαρκεί περίπου πέντε λεπτά, με τη χρήση συνδέσμων γρήγορης αποσύνδεσης και πνευματικών σφιγκτήρων, γεγονός που σημαίνει ότι η γραμμή μπορεί να μεταβαίνει από ένα προϊόν σε άλλο χωρίς να χάνεται ολόκληρη βάρδια λόγω αναστολής λειτουργίας.
Το πραγματικό κριτήριο που έχει σημασία
Στο τέλος της ημέρας, το ερώτημα δεν είναι κατά πόσο μια διπλή γραμμή γραβιμετρικής γέμισης και καπακώματος μειώνει την «παραχώρηση» (giveaway). Το κάνει — με μετρήσιμο και σημαντικό τρόπο. Το πραγματικό ερώτημα είναι εάν η μείωση είναι επαρκώς μεγάλη ώστε να δικαιολογεί την επένδυση. Για οποιαδήποτε επιχείρηση που παράγει προϊόντα υψηλής ποιότητας (premium liquids) σε οποιοδήποτε σημαντικό όγκο, η απάντηση είναι σχεδόν πάντα καταφατική.
Οι αριθμοί είναι απλοί. Η τεχνολογία έχει αποδειχθεί. Και η εξοικονόμηση πηγαίνει απευθείας στο καθαρό κέρδος. Εταιρείες όπως η Best Packing κατασκευάζουν αυτού του είδους τον ενσωματωμένο εξοπλισμό εδώ και χρόνια, με έμφαση στην υγιεινή κατασκευή, τους αξιόπιστους ελεγκτές PLC και την ποιότητα κατασκευής που διασφαλίζει την αδιάλειπτη λειτουργία της γραμμής βάρδια μετά βάρδια. Για τους διευθυντές παραγωγής που είναι κουρασμένοι να βλέπουν το προϊόν να «χάνεται» σε περισσεύματα, η γραμμή βάρους με δύο κεφαλές προσφέρει μια σαφή λύση για να διατηρείται μεγαλύτερο μέρος του παραγόμενου.
Περιεχόμενα
- Κρυμμένες Απώλειες Παραχώρησης Προϊόντος στην Παραγωγή
- Γιατί η βαρυτική μέθοδος γεμίσματος υπερτερεί της όγκου μετρητικής μεθόδου για τη μείωση της περίσσειας ποσότητας (giveaway)
- Οι πραγματικοί μαθηματικοί υπολογισμοί για τη μείωση της «δωρεάν» ποσότητας
- Πώς η ολοκλήρωση του κλεισίματος ενισχύει το όφελος
- Το κρυφό κόστος της υπεργέμισης που κανείς δεν συζητά
- Πότε έχει νόημα η χρήση ενός συστήματος με δύο κεφαλές
- Το πραγματικό κριτήριο που έχει σημασία
