





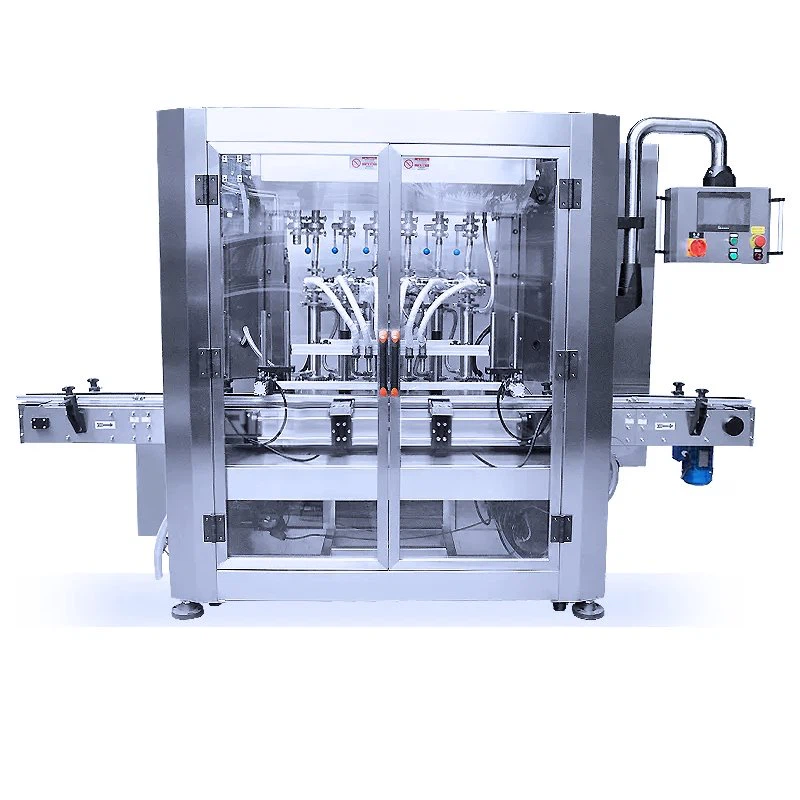
What Makes 6-station Gear Pump Filler Ideal for Viscous Fluids? It Boosts Filling Efficiency Greatly.
Understanding Viscous Fluids and the Need for Specialized Filling Technology
High-viscosity fluids—like creams, adhesives, and food pastes—present unique challenges in packaging. With flow rates up to 100,000 centipoise (cP), these thic...
View More







