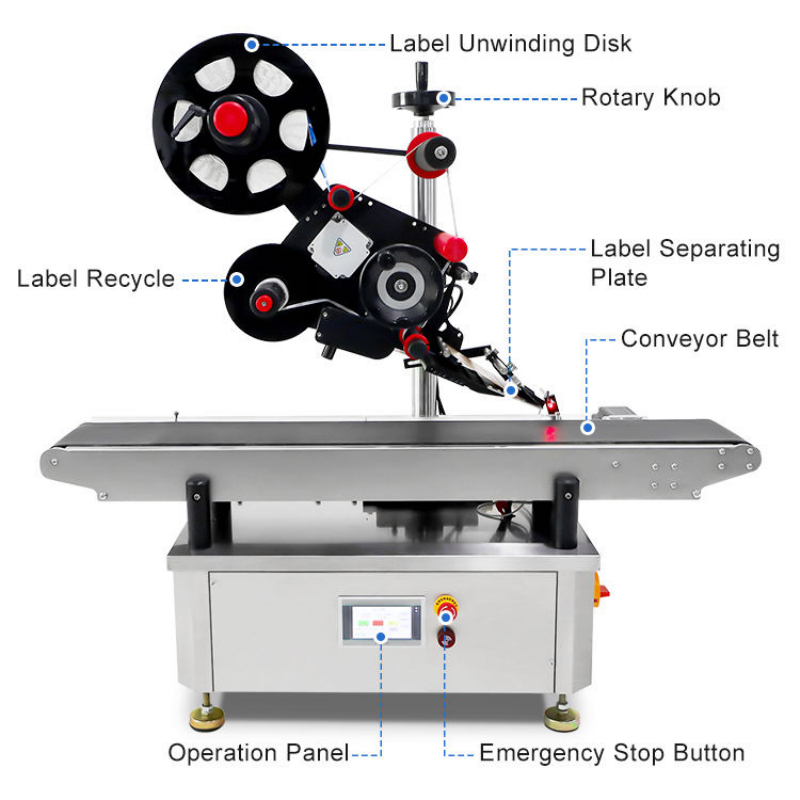
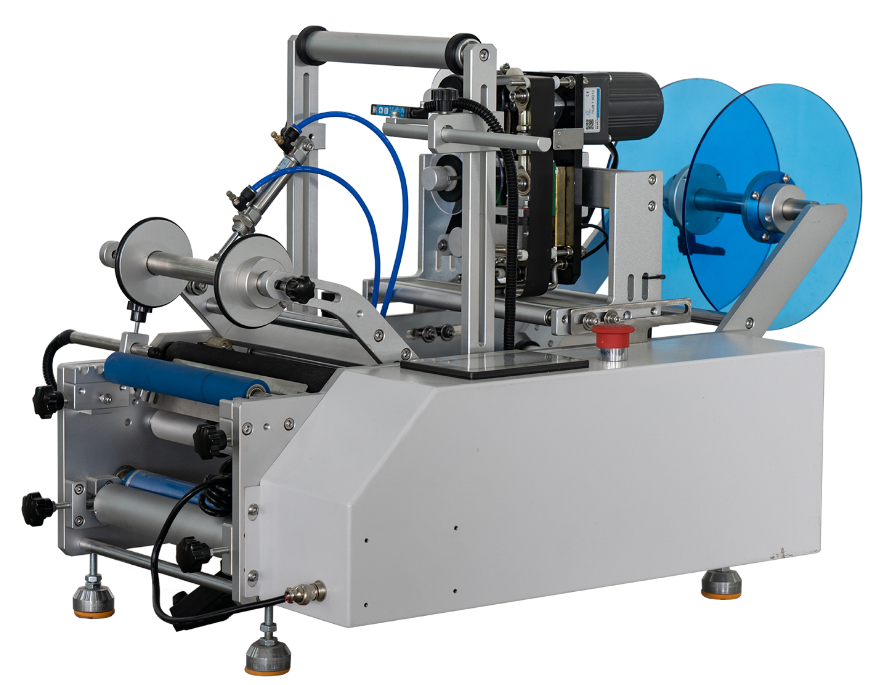
Industrial-Grade Automatic Top Label Applicator – For Global Packaging Needs
Our automatic top label applicator is a core component of our end-to-end automated packaging solutions, crafted by 80+ skilled engineers with deep industry experience. Ideal for high-volume production, it works seamlessly with hot-stamping foil consumables and our full range of packaging machinery, covering labeling, filling, capping, and shrink-wrapping. Certified to international standards, this applicator ensures precision and safety, catering to diverse sectors including food, cosmetics, pharmaceuticals, and electronics. With self-operated import/export capabilities, we deliver this reliable solution to Asia, Africa, Europe, and the Americas, supported by multilingual on-site installation and preventive maintenance.
Get A Quote