
Pharmazeutisches Etikettieren ist nicht dasselbe wie das Aufkleben von Aufklebern auf Kartons.
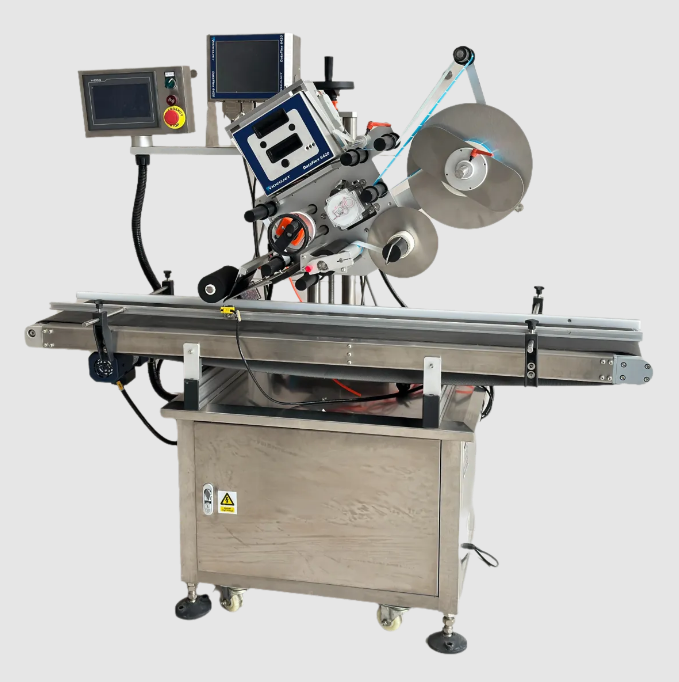
Das Aufbringen eines Etiketts auf eine Medizinflasche klingt einfach genug – bis die regulatorischen Anforderungen ins Spiel kommen. Arzneimittel in den meisten regulierten Märkten müssen obligatorische Angaben enthalten: Chargennummern, Verfallsdaten, Seriennummern für die Rückverfolgbarkeit (Track-and-Trace), Dosierungsanweisungen und manchmal auch manipulationssichere Merkmale, die alle in einer einzigen Etikettenkonstruktion integriert sein müssen. Das Etikett muss exakt gerade, blasenfrei und innerhalb enger Toleranzen positioniert werden – häufig auf einem Behälter, der mit 150 bis 300 Einheiten pro Minute bewegt wird. Ein automatischer Oberflächen-Etikettierer, der für diese Art von Aufgabe konzipiert ist, stellt ein Präzisionsinstrument dar und kein einfacher Etikettenspender mit Rädern.
Der Unterschied wird deutlich, wenn eine Hochgeschwindigkeits-Blisterverpackungslinie oder eine Ampullenabfüllung im Schichtbetrieb läuft. Manuell angebrachte oder halbautomatische Verfahren führen zu Schwankungen beim Anlegewinkel und beim Andruck, was sich als Aufrollen der Etiketten an den Kanten oder als eingeschlossene Luftblasen unter dem Etikett bemerkbar macht. Beides ist nicht akzeptabel, wenn eine pharmakopöische Inspektionskamera Abweichungen bereits ab einer Größe von 0,5 mm erkennt.
Platzierungsgenauigkeit und die eigentlichen treibenden Faktoren
Die Genauigkeit der Etikettenplatzierung hängt von drei mechanischen Variablen ab, die gemeinsam wirken: der Bahnzugkontrolle beim Etikettenzulauf, dem Registrierungssensor, der die Vorderkante jedes Etiketts erkennt, und dem Andruckmechanismus, der das Etikett auf die Produktfläche presst.
Die Webspannung ist die Grundlage. Wenn das Etikettenmaterial zu locker zugeführt wird, liest der Registrierungssensor den Abstand zwischen den Etiketten inkonsistent aus, und die Ausgabesteuerung driftet. Ist die Spannung zu hoch, kann sich das Material dehnen – insbesondere bei dünneren pharmazeutischen Papiersorten – wodurch das Etikett leicht komprimiert und die Druckausrichtung verschoben wird. Servogesteuerte Spannarme mit geschlossener Regelung lösen dieses Problem, indem sie kontinuierlich anhand der aktuellen Spannmessung nachregeln.
| Art der Spannungsregelung | Typische Wiederholgenauigkeit der Positionierung | Am besten geeignet für |
|---|---|---|
| Mechanische Reibungsbremse | ± 1,0 bis 1,5 mm | Langsame, nicht kritische Anwendungen |
| Schrittmotor mit offener Regelung | ± 0,5 bis 0,8 mm | Mittlere Lebensmittel- und Getränkeanwendungen |
| Servogesteuerte geschlossene Regelung | +/- 0,2 bis 0,3 mm | Pharmazeutika, Medizinprodukte, hochwertige Güter |
Während eines Produktionslinien-Upgrade im Jahr 2023 in einer mittelgroßen Anlage für orale Festdosierungsformen in der Provinz Henan ersetzte das Ingenieurteam einen mechanisch gebremsten Etikettierer durch eine servoangetriebene Oberetikettier-Einheit auf einer Kartonverpackungslinie mit einer Kapazität von 200 Flaschen pro Minute. Die Häufigkeit von Etikettenverdrehungen sank von einem Vorfall pro 400 Flaschen auf etwa einen Vorfall pro 12.000 Flaschen, und die Anzahl der von der nachgeschalteten Bildverarbeitungsinspektion abgelehnten Behälter verringerte sich um 73 %. Die Amortisationsdauer betrug vier Monate bei kontinuierlichem Betrieb.
Integration in bestehende Linien ohne Neuaufbau
Die meisten pharmazeutischen Produktionsstätten betreiben Verpackungslinien, die über Jahre – manchmal sogar über Jahrzehnte – installiert wurden. Eine nahtlose Kompatibilität ist daher entscheidend. Ein gut konzipierter Oberetikettierer sollte variable Förderhöhen berücksichtigen können, verstellbare Aufpressweglängen bieten und über Standard-Industrieprotokolle wie Profinet, EtherNet/IP oder Modbus TCP mit vorgelagerten SPS-Systemen kommunizieren können.
Das schnelle, werkzeuglose Anpassen von Breiten und Höhen während des Betriebs ist ein weiterer praktischer Aspekt. In der pharmazeutischen Produktion sind häufig Chargenwechsel zwischen 30- und 120-ml-Flaschen oder zwischen runden Vials und quadratischen Kartons erforderlich – teilweise mehrmals pro Schicht. Manuelle Wechselanpassungen, die länger als 15 Minuten dauern, beeinträchtigen bei einem Mehrschichtbetrieb bereits die produktive Kapazität.
Regulatorische Konformität in die Hardware integriert
Die Kennzeichnung von Arzneimitteln in Märkten, die gemäß FDA 21 CFR Teil 211 oder EU-GMP-Anhang 13 reguliert sind, unterliegt strengen Etikettenkontrollanforderungen. Die Etiketten müssen exakt mit dem genehmigten Gestaltungsdesign übereinstimmen; jede Abweichung löst eine Untersuchung aus. Ein automatischer Oberetikettierer mit integrierter Verifizierungsfunktion – beispielsweise ein Etikettenvorhandenseinssensor sowie ein optionaler Bildverarbeitungssystem, das gedruckte Chargennummern mit einer zentralen Datenbank abgleicht – bietet eine zusätzliche Konformitätsebene, die manuelle Verfahren schlicht nicht bieten können.
ISO 11607 befasst sich zwar in erster Linie mit sterilen Barriersystemen, beeinflusst jedoch auch die Normen für Etikettiergeräte in aseptischen pharmazeutischen Umgebungen. Die Oberflächen von Geräten, die mit den Etikettierbereichen in Kontakt kommen, müssen pharmazeutisch gereinigt werden können – das bedeutet Konstruktion aus Edelstahl, keine freiliegenden Schmierstellen und konstruktive Maßnahmen zur Minimierung der Partikelbildung.
Die versteckten Kosten von Ausfallzeiten auf einer pharmazeutischen Produktionslinie
Ausfallzeiten bei der pharmazeutischen Verpackung verursachen im Vergleich zu anderen Branchen eine besonders hohe Kostenbelastung. Das verarbeitete Produkt hat bereits die gesamten Kosten der Wirkstoffsynthese, der Formulierung und der Abfüllung absorbiert. Ein Stillstand der Etikettierlinie bedeutet, dass die abgefüllten, aber noch nicht etikettierten Einheiten entweder in einer kontrollierten Pufferzone warten müssen oder Gefahr laufen, außerhalb der Spezifikation zu geraten. Laut einer Benchmarking-Studie der ISPE (International Society for Pharmaceutical Engineering) verursachen ungeplante Ausfallzeiten bei Sekundärverpackungsprozessen durchschnittlich 35.000 pro Stunde, abhängig vom Produktpreis und der Chargegröße.
Ein Hochetikettierer mit prädiktiver Wartungsdiagnostik, Fernüberwachungsfunktion und schnell wechselbaren Etikettenkassetten reduziert die Dauer und Häufigkeit dieser Stillstände direkt. Einige moderne Geräte können bereits Stunden vor einem tatsächlichen Stillstand einen abgenutzten Applikatorrollen oder einen bevorstehenden Servofehler erkennen und anzeigen, sodass Wartungsteams während einer geplanten Unterbrechung reagieren können.
Warum Gerätepartnerschaften wichtiger sind als technische Datenblätter
Die Auswahl einer Etikettiermaschine hängt letztlich von mehr ab, als nur die Kästchen auf einem technischen Datenblatt abzuhaken. Henan Best Packing Machine verfügt über 15 Jahre Erfahrung in der Herstellung von Etikettier- und Verpackungsautomatisierungslösungen, eine ISO-9001-zertifizierte Produktion, 20 nationale Erfindungspatente sowie ein weltweites Service-Netzwerk in 50 Ländern. Das Applikatorengineering des Unternehmens kombiniert servogesteuerte Präzision mit modularen Wechselsystemen – eine Konfiguration, die sich besonders gut für hochgeschwindigkeitsfähige pharmazeutische Umgebungen eignet, in denen sowohl Genauigkeit als auch maximale Betriebszeit gefordert sind. Für jeden Betrieb, bei dem Produkte mit ernsthafter Geschwindigkeit durch eine Etikettierstation laufen, ist die Maschine hinter dem Etikett genauso wichtig wie das Etikett selbst.
Inhaltsverzeichnis
- Pharmazeutisches Etikettieren ist nicht dasselbe wie das Aufkleben von Aufklebern auf Kartons.
- Platzierungsgenauigkeit und die eigentlichen treibenden Faktoren
- Integration in bestehende Linien ohne Neuaufbau
- Regulatorische Konformität in die Hardware integriert
- Die versteckten Kosten von Ausfallzeiten auf einer pharmazeutischen Produktionslinie
- Warum Gerätepartnerschaften wichtiger sind als technische Datenblätter
