
El etiquetado farmacéutico no es como pegar etiquetas en cajas
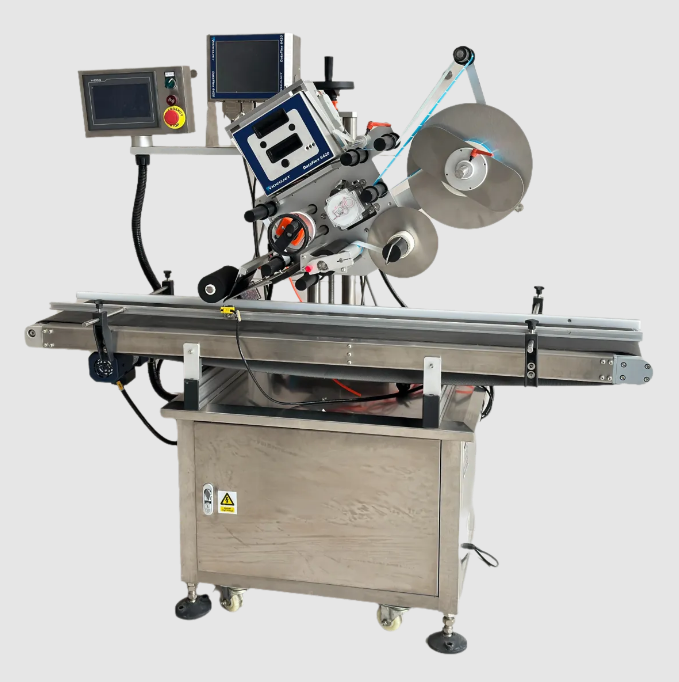
Aplicar una etiqueta a un frasco de medicamento parece algo bastante sencillo hasta que entran en juego los requisitos reglamentarios. Los productos farmacéuticos en la mayoría de los mercados regulados incluyen datos obligatorios: números de lote, fechas de caducidad, códigos seriales para el seguimiento y trazabilidad, instrucciones de dosificación y, en ocasiones, características antimanipulación integradas en una única construcción de etiqueta. La etiqueta debe aplicarse recta, sin burbujas y posicionada dentro de tolerancias muy ajustadas, frecuentemente sobre un recipiente que se desplaza a una velocidad de 150 a 300 unidades por minuto. Un aplicador automático de etiquetas superiores diseñado para este tipo de trabajo es un instrumento de precisión, no un dispensador con ruedas.
La diferencia se vuelve evidente al operar una línea de empaque en blíster a alta velocidad o una operación de llenado de viales a escala por turnos. Los métodos manuales o semiautomáticos introducen variabilidad en el ángulo y la presión de colocación, lo que se manifiesta como enrollamiento de la etiqueta en los bordes o bolsas de aire atrapadas debajo de ella. Ninguno de estos defectos es aceptable cuando una cámara de inspección farmacopeica detecta desviaciones tan pequeñas como 0,5 mm.
Precisión de colocación y qué la determina realmente
La precisión de colocación de la etiqueta depende de tres variables mecánicas que actúan de forma coordinada: el control de la tensión de la cinta portadora de etiquetas, el sensor de registro que detecta el borde delantero de cada etiqueta y el mecanismo de apisonado que la presiona contra la superficie del producto.
La tensión de la cinta es la base. Si el soporte de etiquetas se alimenta demasiado flojo, el sensor de registro lee de forma inconsistente el espacio entre las etiquetas y el momento de dispensación se desvía. Si está demasiado tenso, el soporte puede estirarse, especialmente en papeles farmacéuticos más delgados, lo que comprime ligeramente la etiqueta y desplaza la alineación de la impresión. Los brazos de tensión accionados por servomotor con retroalimentación en bucle cerrado resuelven este problema ajustándose continuamente según la lectura en tiempo real de la tensión.
| Tipo de control de tensión | Repetibilidad típica de colocación | Más adecuado para |
|---|---|---|
| Freno mecánico de fricción | ± 1,0 a 1,5 mm | Aplicaciones de baja velocidad y no críticas |
| Motor paso a paso con bucle abierto | ± 0,5 a 0,8 mm | Alimentos y bebidas de gama media |
| Accionamiento por servomotor con bucle cerrado | +/- 0,2 a 0,3 mm | Productos farmacéuticos, dispositivos médicos y bienes de alto valor |
Durante una actualización de línea en 2023 en una instalación de dosificación oral sólida de tamaño medio en la provincia de Henan, el equipo de ingeniería sustituyó un aplicador de etiquetas superiores con freno mecánico por una unidad de etiquetado superior accionada por servo en una línea de embalaje de cajas a razón de 200 frascos por minuto. La frecuencia de desalineación de las etiquetas disminuyó de un incidente cada 400 frascos a aproximadamente uno cada 12 000, y el número de envases rechazados por la inspección visual aguas abajo se redujo en un 73 %. El retorno de la inversión se hizo evidente dentro de los cuatro meses posteriores a su puesta en marcha continua.
Integración en líneas existentes sin comenzar desde cero
La mayoría de las plantas farmacéuticas operan líneas de empaque que se instalaron a lo largo de varios años, e incluso décadas. Por ello, la compatibilidad «plug-and-play» es fundamental. Un aplicador de etiquetas superiores bien diseñado debe adaptarse a distintas alturas de transportador, ofrecer longitudes ajustables del recorrido del tampón y comunicarse con los sistemas PLC aguas arriba mediante protocolos industriales estándar, como Profinet, EtherNet/IP o Modbus TCP.
Ajustar dinámicamente los anchos y alturas, sin necesidad de herramientas, es otra consideración práctica. Las líneas farmacéuticas suelen implicar cambios de lote entre frascos de 30 y 120 ml, o entre viales redondos y cajas cuadradas, a veces varias veces por turno. Los ajustes manuales de cambio de formato que superan los 15 minutos comienzan a mermar la capacidad productiva en operaciones con varios turnos.
Cumplimiento normativo integrado en el hardware
El etiquetado de medicamentos en mercados regulados conforme al título 21 del Código de Regulaciones Federales (CFR) de la FDA, parte 211, o según el Anexo 13 de las Buenas Prácticas de Manufactura (GMP) de la UE, está sujeto a requisitos estrictos de control de etiquetas. Las etiquetas deben coincidir exactamente con la maqueta aprobada, y cualquier desviación desencadena una investigación. Un aplicador automático de etiquetas superiores con capacidades integradas de verificación, como un sensor de presencia de etiqueta y un sistema de visión opcional que lee los códigos de lote impresos comparándolos con una base de datos maestra, añade una capa de cumplimiento que los métodos manuales simplemente no pueden ofrecer.
La norma ISO 11607, aunque se centra principalmente en los sistemas de barrera estéril, también influye en las normas para equipos de etiquetado en entornos farmacéuticos asépticos. Las superficies de los equipos que entran en contacto con las zonas de etiquetado deben ser limpiables a grado farmacéutico, lo que implica una construcción en acero inoxidable, la ausencia de puntos de lubricación expuestos y diseños que minimicen la generación de partículas.
El coste oculto de los tiempos de inactividad en una línea farmacéutica
Los tiempos de inactividad en el empaque farmacéutico conllevan una penalización excepcionalmente alta en comparación con otros sectores industriales. El producto procesado ya ha absorbido el coste total de la síntesis del principio activo (API), la formulación y el llenado. Una parada en la línea de etiquetado significa que las unidades llenadas pero sin etiquetar deben esperar en una zona tampón controlada o corren el riesgo de salirse de las especificaciones. Según un estudio de referencia publicado por ISPE (Sociedad Internacional de Ingeniería Farmacéutica), los tiempos de inactividad no planificados en las operaciones de empaque secundario tienen un coste promedio de 35 000 por hora, según el valor del producto y el tamaño del lote.
Un aplicador de etiquetas superior con diagnósticos predictivos de mantenimiento, capacidad de supervisión remota y casetes de etiquetas de cambio rápido reduce directamente la duración y la frecuencia de estas paradas. Algunas unidades modernas pueden detectar un rodillo aplicador desgastado o una avería inminente del servo varias horas antes de que cause una parada real, lo que brinda tiempo a los equipos de mantenimiento para actuar durante un intervalo programado.
Por qué las asociaciones con proveedores de equipos importan más que las hojas de especificaciones
Seleccionar una máquina etiquetadora finalmente va más allá de marcar casillas en una hoja de especificaciones técnicas. Henan Best Packing Machine aporta 15 años de experiencia en la fabricación de soluciones automatizadas para etiquetado y embalaje, con producción certificada según la norma ISO 9001, 20 patentes nacionales de invención y una red global de servicios que abarca 50 países. Su ingeniería de aplicadores integra una precisión impulsada por servomotores con arquitecturas modulares para cambios rápidos, lo que se adapta perfectamente a las necesidades de entornos farmacéuticos de alta velocidad, donde se exigen tanto exactitud como disponibilidad operativa. Para cualquier operación que procese productos a través de una estación de etiquetado a gran velocidad, la máquina detrás de esa etiqueta tiene tanta importancia como la propia etiqueta.
Tabla de contenidos
- El etiquetado farmacéutico no es como pegar etiquetas en cajas
- Precisión de colocación y qué la determina realmente
- Integración en líneas existentes sin comenzar desde cero
- Cumplimiento normativo integrado en el hardware
- El coste oculto de los tiempos de inactividad en una línea farmacéutica
- Por qué las asociaciones con proveedores de equipos importan más que las hojas de especificaciones
