
ການຕິດປ້າຍຢາບໍ່ໄດ້ຄືກັບການຕິດສະຕິກເກີເທົ່າໃດກັບກ່ອງ
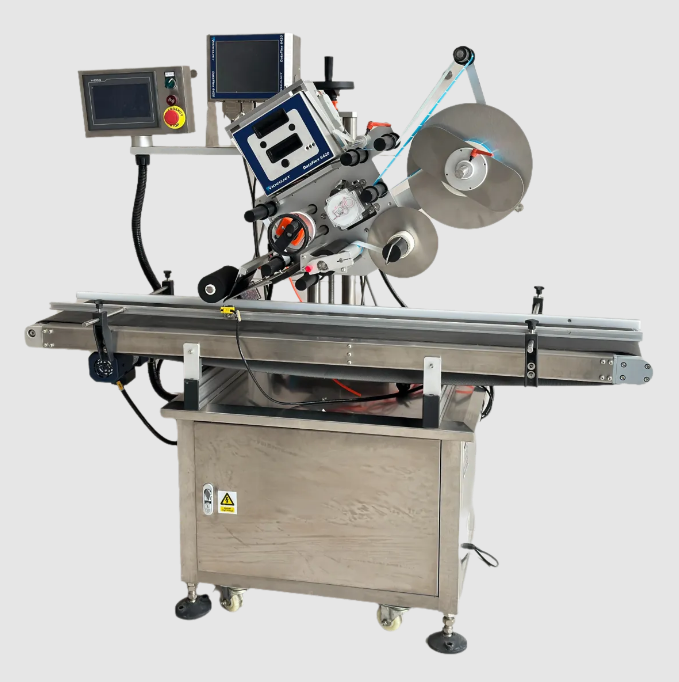
ການຕິດປ້າຍໃສ່ຂວດຢາອາດເບິ່ງຄືງ່າຍດີ, ແຕ່ເມື່ອຂໍ້ກຳນົດດ້ານການຄຸມຄວບເຂົ້າມາກ່ຽວຂ້ອງ ມັນຈະເລີ່ມຊັບຊ້ອນ. ຜະລິດຕະພັນຢາໃນຕະຫຼາດທີ່ຖືກຄຸມຄວບສ່ວນຫຼາຍຈະຕ້ອງມີຂໍ້ມູນທີ່ບັງຄັບ: ເລກທີ່ລູກຄ້າ, ວັນທີ່ໝົດອາຍຸ, ເລກລຳດັບສຳລັບການຕິດຕາມແລະຄົ້ນຫາ, ຄຳແນະນຳກ່ຽວກັບປະລິມານການໃຊ້, ແລະບາງຄັ້ງກໍມີລັກສະນະທີ່ສາມາດເຫັນໄດ້ວ່າຖືກເປີດຫຼືບໍ່ຖືກຕ້ອງ (tamper-evident) ທີ່ຖືກປະສົມເຂົ້າໃນການອອກແບບປ້າຍດຽວກັນ. ປ້າຍຈະຕ້ອງຖືກຕິດຢູ່ໃນຕຳແໜ່ງທີ່ຖືກຕ້ອງ, ໂດຍບໍ່ມີຟອງ, ແລະຢູ່ໃນຄວາມຖືກຕ້ອງທີ່ເຂັ້ມງວດ, ເຊິ່ງເກືອບເຖິງຈະຕ້ອງຕິດໃສ່ຂວດທີ່ກຳລັງເຄື່ອນທີ່ດ້ວຍຄວາມໄວ 150 ຫາ 300 ຫຼອດຕໍ່ນາທີ. ເຄື່ອງຕິດປ້າຍດ້ານເທິງອັດຕະໂນມັດທີ່ຖືກອອກແບບມາສຳລັບວຽກງານປະເພດນີ້ ແມ່ນເຄື່ອງມືທີ່ມີຄວາມຖືກຕ້ອງສູງ, ບໍ່ແມ່ນພຽງແຕ່ເຄື່ອງຈັດສົ່ງທີ່ມີລ້ອມເທົ່ານັ້ນ.
ຄວາມແຕກຕ່າງຈະເຫັນໄດ້ຢ່າງຊັດເຈນເມື່ອເຮັດງານໃນແຖວຜະລິດຕະພັນ blister pack ທີ່ມີຄວາມໄວສູງ ຫຼື ໃນການເຕີມຢາເຂົ້າໃນຂວດ (vial-filling) ໃນຂະນະທີ່ເຮັດວຽກເປັນການເປ່ີຍນ້ຳໆ (shift scale). ວິທີການທີ່ໃຊ້ມື ຫຼື ວິທີການເຄື່ອງຈັກກາງ (semi-automatic) ຈະເຮັດໃຫ້ເກີດຄວາມແຕກຕ່າງໃນມຸມທີ່ຕິດປ້າຍ ແລະ ຄວາມແຮງທີ່ໃຊ້ກົດ, ສິ່ງເຫຼົ່ານີ້ຈະເຮັດໃຫ້ເກີດປ້າຍບິດທີ່ດ້ານຂ້າງ ຫຼື ມີບໍລິເວນທີ່ມີອາກາດຕິດຢູ່ເບື້ອງລຸ່ມ. ສິ່ງເຫຼົ່ານີ້ທັງສອງຢ່າງບໍ່ເປັນທີ່ຍອມຮັບໄດ້ເມື່ອກ້ອງການກວດສອບຕາມມາດຕະຖານຢາ (pharmacopeial inspection camera) ສັງເກດເຫັນຄວາມເບິ່ງທີ່ຫ່າງໄປຈາກຄວາມຖືກຕ້ອງເຖິງ 0.5 mm.
ຄວາມຖືກຕ້ອງຂອງການຕິດປ້າຍ ແລະ ສິ່ງທີ່ຈັດການຄວາມຖືກຕ້ອງນີ້
ຄວາມຖືກຕ້ອງຂອງການຕິດປ້າຍຂຶ້ນກັບຕົວແປທາງກົດເຄື່ອນສາມຢ່າງທີ່ເຮັດວຽກຮ່ວມກັນ: ການຄວບຄຸມຄວາມຕຶງຂອງເທິງເທິງ (web tension control) ຂອງສາຍສົ່ງປ້າຍ, ເຊີເຊີທີ່ເຮັດວຽກເພື່ອຈັບເອີ້ຍດ້ານໜ້າຂອງປ້າຍແຕ່ລະອັນ (registration sensor), ແລະ ເຄື່ອງກົດທີ່ໃຊ້ກົດປ້າຍໃຫ້ຕິດກັບໜ້າເນື້ອຂອງຜະລິດຕະພັນ (tamp mechanism).
ຄວາມຕຶງຂອງເວັບແມ່ນເປັນພື້ນຖານ. ຖ້າສະຕ໋ອກປ້າດຕິດເຂົ້າໄປຢ່າງຫຼວມເຫຼວ, ເຊີນເຊີການຈັດລຽງຈະອ່ານຊ່ອງຫວ່າງລະຫວ່າງປ້າດຕິດໄດ້ບໍ່ສອດຄ່ອງ, ແລະເວລາການຈັດສົ່ງຈະເລີ່ມເລີ່ມເລື່ອນ. ຖ້າຕຶງເກີນໄປ, ສະຕ໋ອກອາດຈະຍືດອອກ, ໂດຍເປັນພິເສດໃນເຈື້ອນທີ່ບາງເຊິ່ງໃຊ້ໃນອຸດສາຫະກຳຢາ, ອັນນີ້ຈະເຮັດໃຫ້ປ້າດຕິດຫຼຸດລົງເລັກນ້ອຍ ແລະເຮັດໃຫ້ການຈັດຕັ້ງຂອງການພິມເລື່ອນໄປ. ອາກາດຄວາມຕຶງທີ່ຂັບເຄື່ອນດ້ວຍເຊີໂວ້ ແລະມີລະບົບປິດ (closed-loop feedback) ຈະແກ້ໄຂບັນຫານີ້ດ້ວຍການປັບຄວາມຕຶງຢ່າງຕໍ່ເນື່ອງຕາມການອ່ານຄວາມຕຶງຈິງໃນເວລາຈິງ.
| ປະເພດການຄວບຄຸມຄວາມຕຶງ | ຄວາມຊຳ້າໄດ້ຂອງການຈັດວາງທີ່ເປັນປົກກະຕິ | ເໝາະສົມທີ່ສຸດສຳລັບ |
|---|---|---|
| ເບີກຟຣີກຊັ່ນເຊີນເມັກຄານິກ | +/- 1.0 ຫາ 1.5 ມມ | ການນຳໃຊ້ທີ່ຄວາມໄວ້ຕ່ຳ ແລະບໍ່ມີຄວາມສຳຄັນສູງ |
| ເຄື່ອງຈັກເດີນເຄື່ອນດ້ວຍສະເຕີເປີ ແລະບໍ່ມີລະບົບປິດ | +/- 0.5 ຫາ 0.8 ມມ | ອາຫານ ແລະ ເຄື່ອງດື່ມລະດັບກາງ |
| ເຄື່ອງຈັກເດີນເຄື່ອນດ້ວຍເຊີໂວ້ ແລະມີລະບົບປິດ | +/- 0.2 ຕໍ່ 0.3 ມີລີເມີເຕີ | ຢາ, ອຸປະກອນທາງການແພດ, ສິນຄ້າທີ່ມີມູນຄ່າສູງ |
ໃນໄລຍະການອັບເກຣດແຖວຜະລິດຕະພັນປີ 2023 ໃນໂຮງງານຜະລິດຢາແບບເຂັ້ມຂຸ້ນທາງປາກທີ່ມີຂະຫນາດກາງໃນແຂວງເຫຫຼີນ, ທີມງານວິສະວະກຳໄດ້ປ່ຽນເຄື່ອງຕິດສະແຕັກເທິງທີ່ໃຊ້ເຄື່ອງຈັກຫຼຸດຄວາມໄວ້ ເປັນເຄື່ອງຕິດສະແຕັກເທິງທີ່ຂັບເຄື່ອນດ້ວຍເຄື່ອງເຊີໂວ້ (servo) ໃນແຖວການຈັດສົ່ງກ່ອງທີ່ມີຄວາມໄວ່ 200 ຂວດຕໍ່ນາທີ. ອັດຕາການເກີດສະແຕັກເທິງເອີ້ງເອີ້ງ (label skew) ຫຼຸດລົງຈາກ 1 ຄັ້ງຕໍ່ 400 ຂວດ ເປັນປະມານ 1 ຄັ້ງຕໍ່ 12,000 ຂວດ, ແລະ ຈຳນວນຂວດທີ່ຖືກປະຕິເສດຈາກການກວດສອບດ້ວຍລະບົບເຫັນ (vision inspection) ຢູ່ຂ້າງຫຼັງຫຼຸດລົງ 73%. ຜົນຕອບแทนການລົງທຶນ (ROI) ແສດງໃຫ້ເຫັນຢ່າງຊັດເຈນພາຍໃນ 4 ເດືອນຫຼັງຈາກການເຮັດວຽກຢ່າງຕໍ່ເນື່ອງ.
ການປະສົມປະສານເຂົ້າກັບແຖວຜະລິດຕະພັນທີ່ມີຢູ່ແລ້ວໂດຍບໍ່ຕ້ອງເລີ່ມຕົ້ນໃໝ່
ໂຮງງານຜະລິດຢາສ່ວນຫຼາຍໃຊ້ແຖວການຈັດສົ່ງທີ່ຕິດຕັ້ງໄວ້ເປັນເວລາຫຼາຍປີ, ບາງຄັ້ງກໍເຖິງຫຼາຍທົດສະວັດ. ຄວາມເຂົ້າກັນໄດ້ຂອງການຕິດຕັ້ງເຂົ້າໄປໃນລະບົບທີ່ມີຢູ່ແລ້ວ (drop-in compatibility) ມີຄວາມສຳຄັນ. ເຄື່ອງຕິດສະແຕັກເທິງທີ່ອອກແບບດີຄວນສາມາດປັບໃຫ້ເຂົ້າກັບຄວາມສູງທີ່ແຕກຕ່າງກັນຂອງເຄື່ອງສົ່ງ (conveyor), ມີຄວາມຍືດຫຼຸນໃນການຕິດສະແຕັກ (tamp stroke length) ແລະ ສາມາດສື່ສານກັບລະບົບ PLC ຂອງເຄື່ອງທີ່ຢູ່ຂ້າງເທິງ (upstream) ຜ່ານໂປໂຕຄອນອຸດສາຫະການມາດຕະຖານເຊັ່ນ: Profinet, EtherNet/IP ຫຼື Modbus TCP.
ການປັບຄວາມກວ້າງ ແລະ ຄວາມສູງຂອງລະບົບໃນເວລາຈິງ, ໂດຍບໍ່ຕ້ອງໃຊ້ເຄື່ອງມື, ແມ່ນອີກປັດໄຈທີ່ເປັນປະໂຫຍດ. ການຜະລິດຢາມັກຈະມີການປ່ຽນແປງລຸ້ນ (batch changeovers) ລະຫວ່າງຂວດ 30 ຫາ 120 ມລ. ຫຼື ລະຫວ່າງຂວດກົມ ແລະ ກ່ອງສີ່ແຈ, ເຖິງແມ່ນວ່າຈະເກີດຂຶ້ນຫຼາຍຄັ້ງຕໍ່ການເຮັດວຽກແຕ່ລະການ. ການປັບແຕ່ງດ້ວຍມືທີ່ໃຊ້ເວລາຫຼາຍກວ່າ 15 ນາທີ ຈະເລີ່ມຫຼຸດທອນຄວາມສາມາດໃນການຜະລິດຂອງການເຮັດວຽກຫຼາຍການ.
ຄວາມສອດຄ່ອງຕາມຂໍ້ບັງຄັບທີ່ຖືກບັນຈຸໄວ້ໃນຮາດແວ
ການຕິດສະຫຼາກຢາໃນຕະຫຼາດທີ່ຢູ່ພາຍໃຕ້ການຄຸມຄອງຂອງ FDA 21 CFR Part 211 ຫຼື EU GMP Annex 13 ຕ້ອງຢູ່ໃນເງື່ອນໄຂທີ່ເຂັ້ມງວດຂອງການຄວບຄຸມສະຫຼາກ. ສະຫຼາກຕ້ອງເປີດເຜີຍຮູບແບບທີ່ໄດ້ຮັບການອະນຸມັດຢ່າງຖືກຕ້ອງ, ແລະ ການເບີ່ງທີ່ແຕກຕ່າງຈະເຮັດໃຫ້ເກີດການສືບສວນ. ເຄື່ອງຕິດສະຫຼາກດ້ານເທິງອັດຕະໂນມັດທີ່ມີຄວາມສາມາດໃນການຢືນຢັນເອງ, ເຊັ່ນ: ເຊີນເຊີການມີສະຫຼາກ (label presence sensor) ແລະ ລະບົບເບິ່ງທີ່ເປັນທາງເລືອກ (vision system) ທີ່ອ່ານລະຫັດລຸ້ນທີ່ພິມໄວ້ເທືອບກັບຖານຂໍ້ມູນຕົ້ນສະບັບ, ຈະເພີ່ມຊັ້ນຄວາມສອດຄ່ອງຕາມຂໍ້ບັງຄັບທີ່ວິທີການດ້ວຍມືບໍ່ສາມາດໃຫ້ໄດ້.
ISO 11607, ເຖິງແມ່ນວ່າຈະເປັນຫົວຂໍ້ທີ່ສຳຄັນກ່ຽວກັບລະບົບການປ້ອງກັນທີ່ເປັນເຊື້ອແບັກທີເຣີຍ, ກໍຍັງມີຜົນຕໍ່ມາດຕະຖານອຸປະກອນການຕິດປ້າຍໃນສະພາບແວດລ້ອມທີ່ບໍ່ມີເຊື້ອໃນອຸດສາຫະກຳຢາ. ພື້ນທີ່ຂອງອຸປະກອນທີ່ສຳຜັດກັບເຂດທີ່ຕິດປ້າຍຕ້ອງສາມາດເຮັດຄວາມສະອາດໄດ້ຕາມມາດຕະຖານຂອງອຸດສາຫະກຳຢາ, ໝາຍຄວາມວ່າຕ້ອງເຮັດດ້ວຍສະແຕນເລດ, ບໍ່ມີຈຸດທີ່ມີນ້ຳມັນຫຼືສານລ້ຽນທີ່ເປີດເຜີຍອອກມາ, ແລະ ມີການອອກແບບທີ່ຫຼຸດຜ່ອນການເກີດເປືອກເລືອກ (particles) ໃຫ້ໜ້ອຍທີ່ສຸດ.
ຄ່າໃຊ້ຈ່າຍທີ່ເຮັດໃຫ້ເກີດການຢຸດດຳເນີນການໂດຍບໍ່ໄດ້ວາງແຜນໄວ້ໃນແຖວການຜະລິດຢາ
ການຢຸດດຳເນີນການຂອງການຫໍ່ຫຸ້ມຢາມີຄ່າໃຊ້ຈ່າຍທີ່ສູງເປັນພິເສດເມື່ອທຽບກັບອຸດສາຫະກຳອື່ນໆ. ຜະລິດຕະພັນທີ່ກຳລັງດຳເນີນການໄດ້ຮັບຄ່າໃຊ້ຈ່າຍທັງໝົດແລ້ວຈາກການສັງເຄາະ API, ການປະສົມ, ແລະ ການເຕີມ. ການຢຸດດຳເນີນການຂອງແຖວການຕິດປ້າຍໝາຍຄວາມວ່າ ຜະລິດຕະພັນທີ່ຖືກເຕີມແລ້ວແຕ່ຍັງບໍ່ທັນຕິດປ້າຍຈະຕ້ອງຖືກເກັບໄວ້ໃນເຂດການຈັດເກັບທີ່ຄວບຄຸມໄວ້ ຫຼື ອາດຈະເກີດຄວາມສ່ຽງທີ່ຈະອອກຈາກມາດຕະຖານ. ອີງຕາມການສຶກສາທຽບເທົ່າທີ່ເຜີຍແຜ່ໂດຍ ISPE (ສະຫະຄົມສາກົນດ້ານວິສະວະກຳຢາ), ການຢຸດດຳເນີນການທີ່ບໍ່ໄດ້ວາງແຜນໄວ້ໃນການຫໍ່ຫຸ້ມຂັ້ນທີສອງມີຄ່າໃຊ້ຈ່າຍເฉີຍລະເທົ່າ 35,000 ໂດລາ ຕໍ່ຊົ່ວໂມງ, ຂຶ້ນກັບມູນຄ່າຂອງຜະລິດຕະພັນ ແລະ ຂະໜາດຂອງກຸ່ມຜະລິດ.
ເຄື່ອງຕິດສະຫຼາກທີ່ຢູ່ດ້ານເທິງ ທີ່ມີລະບົບວິເຄາະການບໍາຮັກສ່າງພະຍາກອນ, ມີຄວາມສາມາດໃນການຕິດຕາມຈາກໄລຍະໄກ, ແລະ ມີການປ່ຽນແທງສະຫຼາກຢ່າງໄວວາ ສາມາດຫຼຸດຜ່ອນເວລາ ແລະ ຄວາມຖີ່ຂອງການຢຸດເຄື່ອງເຫຼົ່ານີ້ໂດຍກົງ. ເຄື່ອງທີ່ທັນສະໄໝບາງຊິ້ນສາມາດເຕືອນເຖິງການສວມໃສ່ທີ່ເສື່ອມສະຫຼາກ ຫຼື ຂໍ້ບົກຂາດຂອງເຄື່ອງຂັບເຄື່ອນທີ່ຈະເກີດຂຶ້ນໃນອີກຫຼາຍຊົ່ວໂມງກ່ອນທີ່ຈະເຮັດໃຫ້ເຄື່ອງຢຸດເຮັດວຽກຈິງໆ, ເຊິ່ງເຮັດໃຫ້ທີມບໍາຮັກສາມີເວລາພໍທີ່ຈະເຂົ້າໄປຈັດການໃນຊ່ວງເວລາທີ່ໄດ້ວາງແຜນໄວ້.
ເປັນຫຍັງຄວາມຮ່ວມມືດ້ານອຸປະກອນຈຶ່ງສຳຄັນຫຼາຍກວ່າເອກະສານລາຍລະອຽດດ້ານເຕັກນິກ
ການເລືອກເຄື່ອງຕິດສະຫຼາກທີ່ເໝາະສົມໃນທີ່ສຸດບໍ່ໄດ້ຂຶ້ນກັບການກວດສອບເງື່ອນໄຂຕາມບັນຊີລາຍການເທົ່ານັ້ນ. Henan Best Packing Machine ມີປະສົບການ 15 ປີໃນການຜະລິດເຄື່ອງຕິດສະຫຼາກ ແລະ ເຄື່ອງຈັກການຫໍ່ຫຸ້ມອັດຕະໂນມັດ, ມີການຜະລິດທີ່ຮັບຮອງຕາມມາດຕະຖານ ISO 9001, ມີສິດທິບັດສິ່ງປຸງແຕ່ງທີ່ຈົດທະບຽນແລ້ວຈຳນວນ 20 ຊິ້ນໃນລະດັບປະເທດ, ແລະ ມີເຄືອຂ່າຍບໍລິການທົ່ວໂລກທີ່ເຂົ້າເຖິງ 50 ປະເທດ. ວິສະວະກຳດ້ານເຄື່ອງຕິດສະຫຼາກຂອງພວກເຂົາປະສົມປະສານຄວາມທັກສະທີ່ຂັບເຄື່ອນດ້ວຍ servo ກັບສະຖາປັດຕະຍາການທີ່ສາມາດປ່ຽນແປງໄດ້ຢ່າງອັດຕະໂນມັດ (modular changeover), ເຊິ່ງເໝາະສົມຢ່າງຍິ່ງຕໍ່ສະພາບແວດລ້ອມຂອງອຸດສາຫະກຳຢາທີ່ຕ້ອງການທັງຄວາມຖືກຕ້ອງ ແລະ ເວລາໃຊ້ງານທີ່ຍາວນານ. ສຳລັບທຸກໆການດຳເນີນງານທີ່ສົ່ງຜະລິດຕະພັນຜ່ານສະຖານີຕິດສະຫຼາກດ້ວຍຄວາມໄວສູງ, ເຄື່ອງຈັກທີ່ຢູ່ເບື້ອງຫຼັງຂອງສະຫຼາກນັ້ນມີຄວາມສຳຄັນເທົ່າກັບຕົວສະຫຼາກເອງ.
ບົດສາລະບານ
- ການຕິດປ້າຍຢາບໍ່ໄດ້ຄືກັບການຕິດສະຕິກເກີເທົ່າໃດກັບກ່ອງ
- ຄວາມຖືກຕ້ອງຂອງການຕິດປ້າຍ ແລະ ສິ່ງທີ່ຈັດການຄວາມຖືກຕ້ອງນີ້
- ການປະສົມປະສານເຂົ້າກັບແຖວຜະລິດຕະພັນທີ່ມີຢູ່ແລ້ວໂດຍບໍ່ຕ້ອງເລີ່ມຕົ້ນໃໝ່
- ຄວາມສອດຄ່ອງຕາມຂໍ້ບັງຄັບທີ່ຖືກບັນຈຸໄວ້ໃນຮາດແວ
- ຄ່າໃຊ້ຈ່າຍທີ່ເຮັດໃຫ້ເກີດການຢຸດດຳເນີນການໂດຍບໍ່ໄດ້ວາງແຜນໄວ້ໃນແຖວການຜະລິດຢາ
- ເປັນຫຍັງຄວາມຮ່ວມມືດ້ານອຸປະກອນຈຶ່ງສຳຄັນຫຼາຍກວ່າເອກະສານລາຍລະອຽດດ້ານເຕັກນິກ
