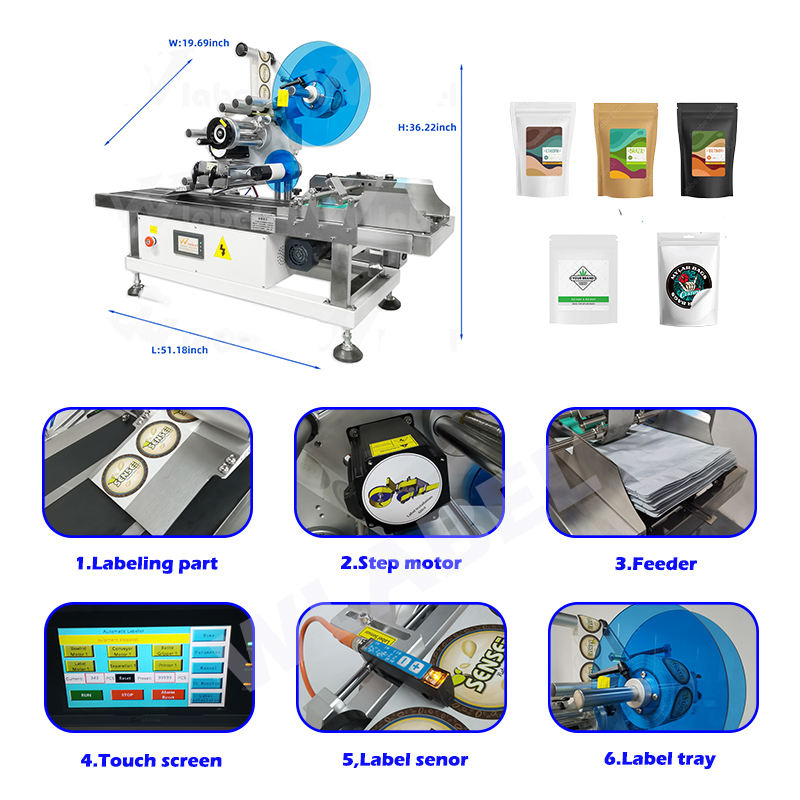
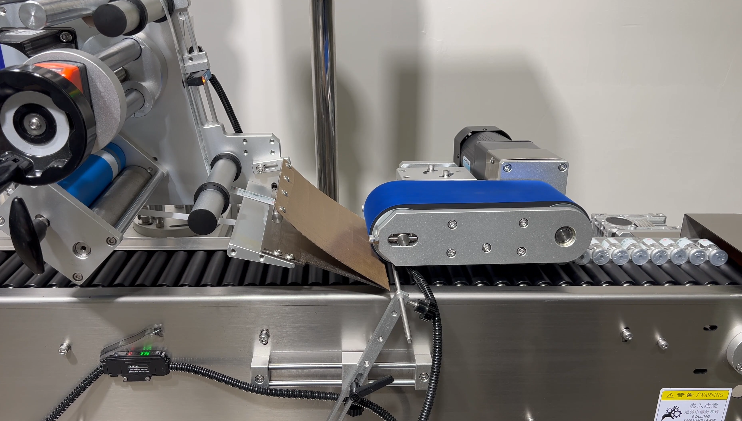
Precision Engineered Automatic Top Label Applicator – For Seamless Packaging Lines
We offer the automatic top label applicator, a high-performance solution crafted to integrate with our full range of automated packaging equipment. With 10+ years of expertise in labeling systems, this applicator ensures exact label placement, suitable for food, beverage, cosmetic, pharmaceutical, and electronic industries. Produced in our certified facility with rigorous testing, it adheres to ISO 9001, SGS, and RoHS standards, guaranteeing reliability and safety. Our global service network provides local installation, preventive maintenance, and multilingual support, making this applicator a trusted choice for contract packagers and OEMs worldwide.
Get A Quote